Dear All
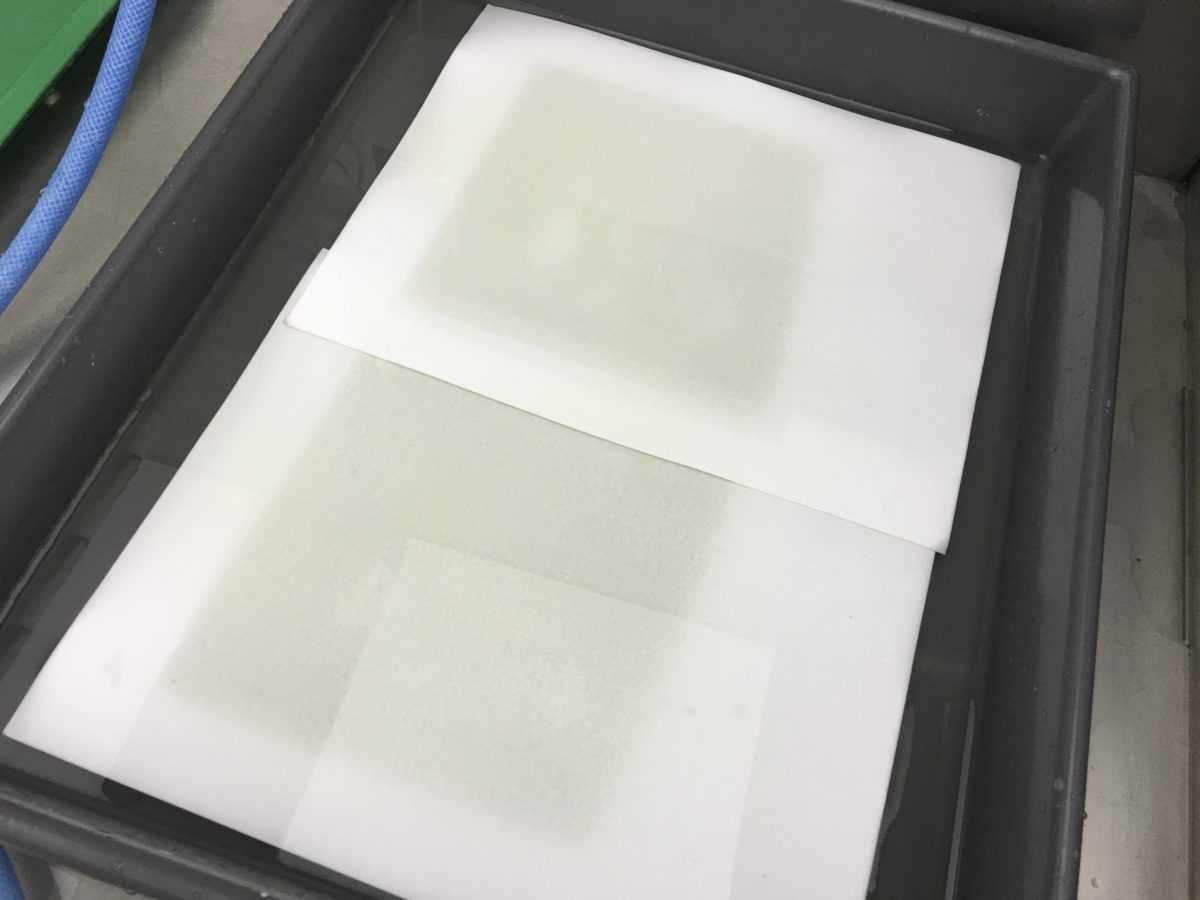
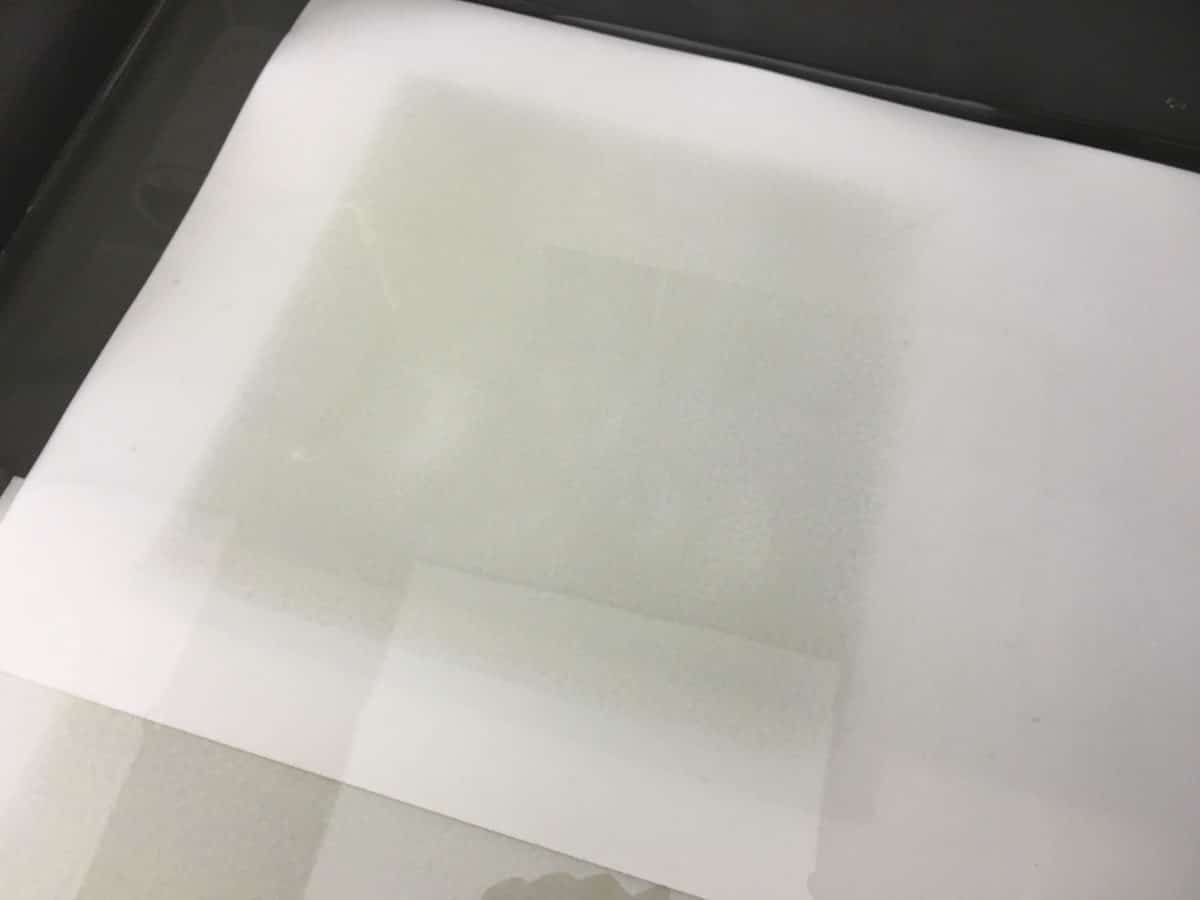
Sometimes, not all the time, I discovered that I can see yellow/greenish color appeared at the back of the paper right after developing / Disodium EDTA bath… But the color will go away after the final TetraEDTA…
Anyone can tell me why this happened?? Is it because of the Fe??? (please find attached photos using Beggar COT 320 paper)
Many thanks
Harris
In 25 years of Pt/PD printing, that is something I have never seen on any paper other than very thin translucent ones, and in that case the image is clearly visible from the back, certainly not on a heavy paper like COT320. (By the way, it is Bergger, not Beggar!) This doesn’t look like an image.
Is the humidity in your darkroom extremely high? Do you see any sign of this before development? Are you using anything else other than EDTA in the clearing baths?
Since it goes away, it’s probably nothing to worry about. If you want to look into it further, I suggest trying the Platinum Palladium Printing group on FaceBook. Mike Ware is a member, and if anyone would know, he would.
I’ve seen this when using a surfactant with Cot320 (it doesn’t need it) and while my humidity was too high for the paper (above 65%)
best,
Walker
thank you very much for your reply…
First…i did not use any tween 20 or anything similar
Second…the Relative Humidity in my room is around 50%
Third… i know it is important to keep the workflow always the same… so…i also don’t know why the Berggar COT 320 turn out like this… even though it does not affect image quality at all. I am just worried that the greenish color…look like Fe…if it is not properly removed, then it will affect the archival quality of the photo…
Let me check the back of the paper before exposure… and after exposure and before development…then i will reply in the coming 2 days…
Harris
In my experience, COT 320 does need a surfactant, which is not to say Walker is wrong, but to point out that we all have to adjust our methods to find what works best for us in our particular working environment, and with our particular practices and materials. It is good to be flexible, rather than to rigidly adhere to a particular way of working, even if it has worked for you in the past. That is probably the single most important thing I have learned from 25 years of working with this process.
I think Carl Weese mentioned recently in another forum that he has found that COT320 works best in a lower humidity environment than usual. I haven’t used it in several years, except for testing a recent batch. My darkroom is usually between 50-60% humidity. I found the current batch to be easy to use and to print well without having to deviate from my usual methods. Dmax is very slightly less than the other standard papers such as Platine and Platinum Rag (I haven’t gotten any of the new Revere yet) — 1.36 vs. 1.40-1.45 — no very significant. There are techniques by which you can increase Dmax:
- Double-coating usually (but not always) results in an increase of about 0.10 or 1/3 stop. There was a paper I used in the 90s, called Simili Japon, that worked extremely well with double-coating. I applied 2 thin-ish coats so it was not twice as much solution. If you try this, be sure to dry the first coat completely before applying the second coat.
- Fumed silica or alumina applied to the paper can result in a very significant and visible increase in Dmax of 0.3 (a full stop) or more. I have measured as high as 1.7 using fumed silica. But (and it's a big but) I was unable, after weeks of practice last year applying it dry as recommended by Dick Sullivan, to get a coating that did not have some degree of visible streaking. I did not try applying it wet.
Of course, using these methods will require recalibrating you negatives! :)
Dear Keith
Thank you so much for your reply and comprehensive answers.
Harris